
Valorising Nutrient-Rich Digestate as a Waste-Based Media for Microalgal Cultivation: Bench-Scale Filtration Characterisation and Scale-Up for a Commercial Recovery Process


Abstract
:1. Introduction
2. Materials and Methods
2.1. Physicochemical Characterisation of Anaerobic Digestate
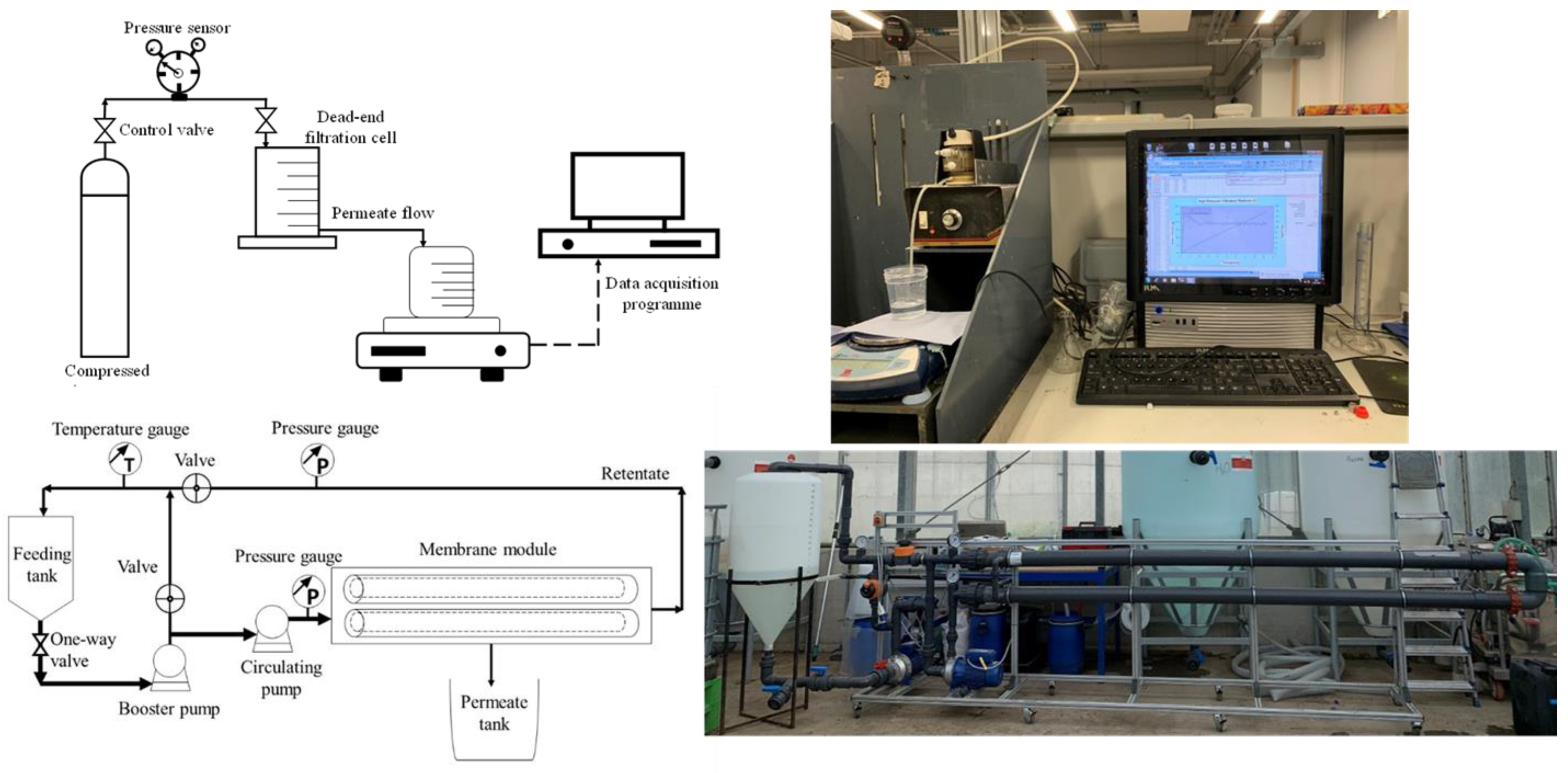
2.2. Bench-Scale Membrane Set-Up and Filtration
2.3. Commercial Scale Membrane Module
2.4. Theory and Determination of Filtration Resistance
3. Results and Discussion
3.1. Characterisation of the Digestate and Virgin Membrane Water Permeability
3.1.1. Digestate Sampling and Characteristics
3.1.2. Pure Water Permeability
3.2. Bench-Scale Frontal (Dead-End) Filtration Experiments
3.2.1. Flux Decline and Pressure Effects
3.2.2. Filtration Cleaning Cycle and Membrane Flux Recovery
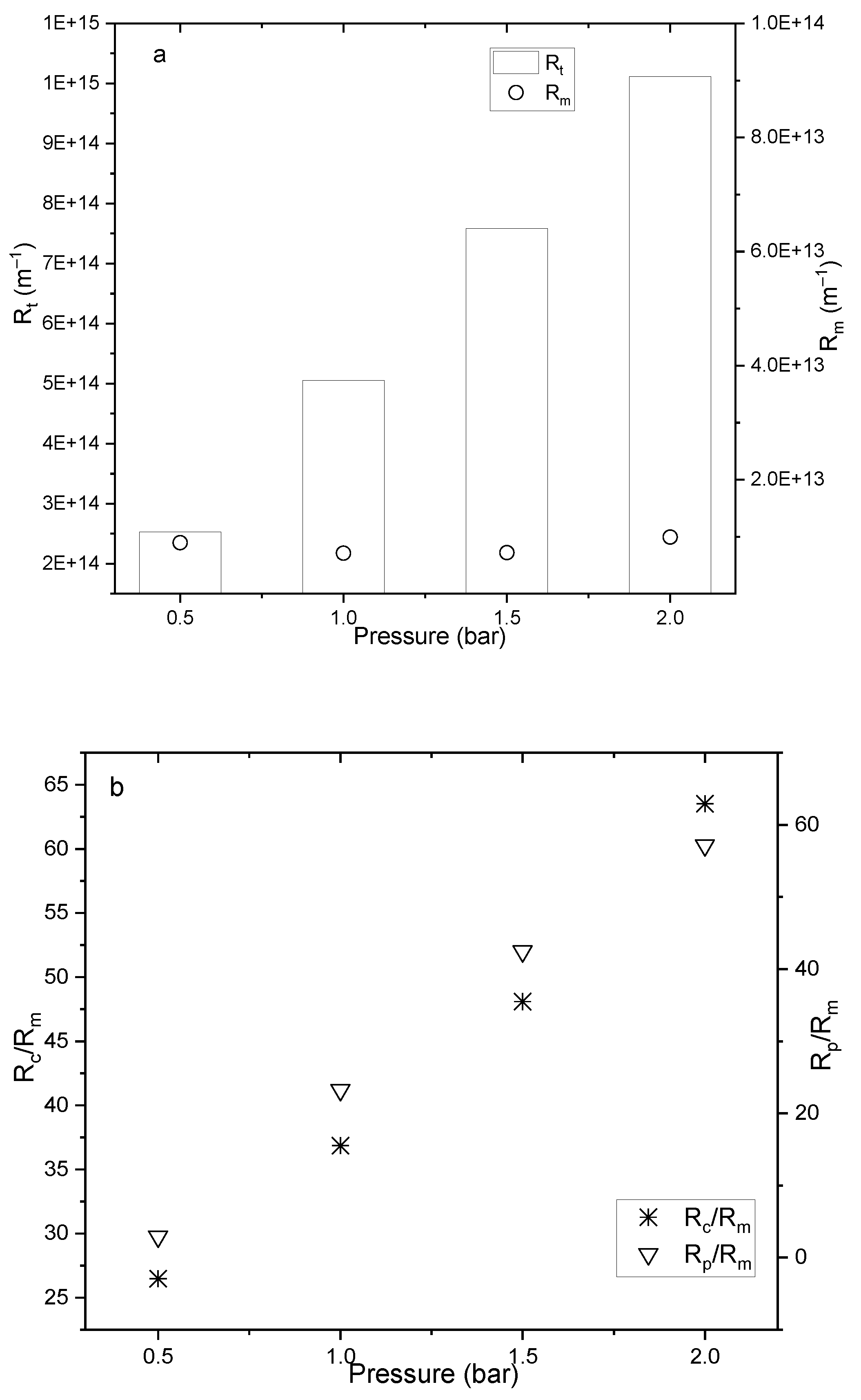
3.2.3. Cake Resistance and Membrane Fouling
3.3. Membrane Surface Deposit Analysis
3.4. Commercial Scale Membrane Testing
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Ravanchi, M.T.; Kargari, A. New advances in membrane technology. In Advanced Technologies; IntechOpen: London, UK, 2009. [Google Scholar]
- Bringas, E.; Román, M.S.; Irabien, J.; Ortiz, I. An overview of the mathematical modelling of liquid membrane separation processes in hollow fibre contactors. J. Chem. Technol. Biotechnol. 2009, 84, 1583–1614. [Google Scholar] [CrossRef]
- Oatley-Radcliffe, D.L.; Williams, S.R.; Ainscough, T.J.; Lee, C.; Johnson, D.J.; Williams, P.M. Experimental determination of the hydrodynamic forces within nanofiltration membranes and evaluation of the current theoretical descriptions. Sep. Purif. Technol. 2015, 149, 339–348. [Google Scholar] [CrossRef]
- Olaizola, M. Commercial development of microalgal biotechnology: From the test tube to the marketplace. Biomol. Eng. 2003, 20, 459–466. [Google Scholar] [CrossRef]
- Christenson, L.; Sims, R. Production and harvesting of microalgae for wastewater treatment, biofuels, and bioproducts. Biotechnol. Adv. 2011, 29, 686–702. [Google Scholar] [CrossRef] [PubMed]
- Praveen, P.; Guo, Y.; Kang, H.; Lefebvre, C.; Loh, K.-C. Enhancing microalgae cultivation in anaerobic digestate through nitrification. Chem. Eng. J. 2018, 354, 905–912. [Google Scholar] [CrossRef]
- Dadrasnia, A.; Muñoz, I.D.B.; Yáñez, E.H.; Lamkaddam, I.U.; Mora, M.; Ponsá, S.; Ahmed, M.; Argelaguet, L.L.; Williams, P.M.; Oatley-Radcliffe, D.L. Sustainable nutrient recovery from animal manure: A review of current best practice technology and the potential for freeze concentration. J. Clean. Prod. 2021, 315, 128106. [Google Scholar] [CrossRef]
- Vigneswaran, S.; Ngo, H.H.; Chaudhary, D.S.; Hung, Y.T. Physicochemical Treatment Processes for Water Reuse. In Physicochemical Treatment Processes. Handbook of Environmental Engineering; Wang, L.K., Hung, Y.T., Shammas, N.K., Eds.; Humana Press: Totowa, NJ, USA, 2005; Volume 3. [Google Scholar]
- Gerardo, M.L.; Oatley-Radcliffe, D.L.; Lovitt, R. Integration of membrane technology in microalgae biorefineries. J. Membr. Sci. 2014, 464, 86–99. [Google Scholar] [CrossRef]
- Monfet, E.; Aubry, G.; Ramirez, A.A. Nutrient removal and recovery from digestate: A review of the technology. Biofuels 2016, 9, 247–262. [Google Scholar] [CrossRef]
- Fernandes, F.; Silkina, A.; Fuentes-Grünewald, C.; Wood, E.E.; Ndovela, V.L.; Oatley-Radcliffe, D.L.; Lovitt, R.W.; Llewellyn, C.A. Valorising nutrient-rich digestate: Dilution, settlement and membrane filtration processing for optimisation as a waste-based media for microalgal cultivation. Waste Manag. 2020, 118, 197–208. [Google Scholar] [CrossRef]
- Arvanitoyannis, I.S.; Varzakas, T.H. Fruit/fruit juice waste management: Treatment methods and potential uses of treated waste. Waste Manag. Food Ind. 2008, 2, 569–628. [Google Scholar]
- Liao, Y.; Bokhary, A.; Maleki, E.; Liao, B. A review of membrane fouling and its control in algal-related membrane processes. Bioresour. Technol. 2018, 264, 343–358. [Google Scholar] [CrossRef] [PubMed]
- Le-Clech, P.; Chen, V.; Fane, T.A. Fouling in membrane bioreactors used in wastewater treatment. J. Membr. Sci. 2006, 284, 17–53. [Google Scholar] [CrossRef]
- Zacharof, M.-P.; Mandale, S.J.; Oatley-Radcliffe, D.; Lovitt, R.W. Nutrient recovery and fractionation of anaerobic digester effluents employing pilot scale membrane technology. J. Water Process Eng. 2019, 31, 100846. [Google Scholar] [CrossRef]
- Hermia, J. Constant pressure blocking filtration laws: Application to power-law non-Newtonian fluids. Trans. Inst. Chem. Eng. 1982, 60, 183–187. [Google Scholar]
- Di Bella, G.; Durante, F.; Torregrossa, M.; Viviani, G. Start-up with or without inoculum? Analysis of an SMBR pilot plant. Desalination 2010, 260, 79–90. [Google Scholar] [CrossRef]
- Ping, C.H.; Li, X. Membrane fouling in a membrane bioreactor (MBR): Sludge cake formation and fouling characteristics. Biotechnol. Bioeng. 2005, 90, 323–331. [Google Scholar] [CrossRef]
- Lindau, J.; Jönsson, A.-S. Cleaning of ultrafiltration membranes after treatment of oily waste water. J. Membr. Sci. 1994, 87, 71–78. [Google Scholar] [CrossRef]
- Ammerlaan, A.; Franklin, J.; Moody, C. Moody. Yuma desalting plant. Membrane degradation during test operations. Desalination 1992, 88, 33–49. [Google Scholar] [CrossRef]
- Rabiller-Baudry, M.; Le Maux, M.; Chaufer, B.; Begoin, L. Characterisation of cleaned and fouled membrane by ATR—FTIR and EDX analysis coupled with SEM: Application to UF of skimmed milk with a PES membrane. Desalination 2002, 146, 123–128. [Google Scholar] [CrossRef]
- Li, J.; Sanderson, R.; Hallbauer, D.; Hallbauer-Zadorozhnaya, V. Measurement and modelling of organic fouling deposition in ultrafiltration by ultrasonic transfer signals and reflections. Desalination 2002, 146, 177–185. [Google Scholar] [CrossRef]
- Kanani, D.M.; Sun, X.; Ghosh, R. Reversible and irreversible membrane fouling during in-line microfiltration of concentrated protein solutions. J. Membr. Sci. 2008, 315, 1–10. [Google Scholar] [CrossRef]
- Horng, R.-Y.; Huang, C.; Chang, M.-C.; Shao, H.; Shiau, B.-L.; Hu, Y.-J. Application of TiO2 photocatalytic oxidation and non-woven membrane filtration hybrid system for degradation of 4-chlorophenol. Desalination 2009, 245, 169–182. [Google Scholar] [CrossRef]
- Di Bella, G.; Di Trapani, D. A brief review on the resistance-in-series model in membrane bioreactors (MBRs). Membranes 2019, 9, 24. [Google Scholar] [CrossRef] [PubMed]
- De Amorim, M.T.P.; Ramos, I.R.A. Control of irreversible fouling by application of dynamic membranes. Desalination 2006, 192, 63–67. [Google Scholar] [CrossRef]
- Choi, H.; Zhang, K.; Dionysiou, D.D.; Oerther, D.B.; Sorial, G.A. Influence of cross-flow velocity on membrane performance during filtration of biological suspension. J. Membr. Sci. 2005, 248, 189–199. [Google Scholar] [CrossRef]
- Drews, A. Membrane fouling in membrane bioreactors—Characterisation, contradictions, cause and cures. J. Membr. Sci. 2010, 363, 1–28. [Google Scholar] [CrossRef]
- Gerardo, M.L.; Aljohani, N.H.; Oatley-Radcliffe, D.L.; Lovitt, R. Moving towards sustainable resources: Recovery and fractionation of nutrients from dairy manure digestate using membranes. Water Res. 2015, 80, 80–89. [Google Scholar] [CrossRef]
- Standing Committee of Analysts. Methods for the Examination of Waters and Associated Materials—Ammonia in Water; Her Majesty’s Stationery Office: London, UK, 1981. [Google Scholar]
- Oatley-Radcliffe, D.L.; Williams, S.R.; Lee, C.; Williams, P.M. Characterisation of Mass Transfer in Frontal Nanofiltration Equipment and Development of a Simple Correlation. J. Membr. Sep. Technol. 2015, 4, 149–160. [Google Scholar] [CrossRef]
- Listiarini, K.; Sun, D.D.; Leckie, J.O. Organic fouling of nanofiltration membranes: Evaluating the effects of humic acid, calcium, alum coagulant and their combinations on the specific cake resistance. J. Membr. Sci. 2009, 332, 56–62. [Google Scholar] [CrossRef]
- Khan, S.J.; Visvanathan, C.; Jegatheesan, V. Prediction of membrane fouling in MBR systems using empirically estimated specific cake resistance. Bioresour. Technol. 2009, 100, 6133–6136. [Google Scholar] [CrossRef]
- Qu, F.; Liang, H.; Zhou, J.; Nan, J.; Shao, S.; Zhang, J.; Li, G. Ultrafiltration membrane fouling caused by extracellular organic matter (EOM) from Microcystis aeruginosa: Effects of membrane pore size and surface hydrophobicity. J. Membr. Sci. 2014, 449, 58–66. [Google Scholar] [CrossRef]
- Bowen, W.R.; Jenner, F. Theoretical descriptions of membrane filtration of colloids and fine particles: An assessment and review. Adv. Colloid Interface Sci. 1995, 56, 141–200. [Google Scholar] [CrossRef]
- Benítez, F.J.; Acero, J.L.; Leal, A.I.; González, M. The use of ultrafiltration and nanofiltration membranes for the purification of cork processing wastewater. J. Hazard. Mater. 2009, 162, 1438–1445. [Google Scholar] [CrossRef] [PubMed]
- Waeger, F.; Delhaye, T.; Fuchs, W. The use of ceramic microfiltration and ultrafiltration membranes for particle removal from anaerobic digester effluents. Sep. Purif. Technol. 2010, 73, 271–278. [Google Scholar] [CrossRef]
- Sioutopoulos, D.C.; Karabelas, A.J. Correlation of organic fouling resistances in RO and UF membrane filtration under constant flux and constant pressure. J. Membr. Sci. 2012, 407–408, 34–46. [Google Scholar] [CrossRef]
- Choi, J.-S.; Hwang, T.-M.; Lee, S.; Hong, S. A systematic approach to determine the fouling index for a RO/NF membrane process. Desalination 2009, 238, 117–127. [Google Scholar] [CrossRef]
- Fu, L.F.; Brian, A.D. Modeling the effect of particle size and charge on the structure of the filter cake in ultrafiltration. J. Membr. Sci. 1998, 149, 221–240. [Google Scholar]
- Lahoussine-Turcaud, V.; Wiesner, M.R.; Bottero, J.-Y. Fouling in tangential-flow ultrafiltration: The effect of colloid size and coagulation pretreatment. J. Membr. Sci. 1990, 52, 173–190. [Google Scholar] [CrossRef]
- Shao, S.; Liang, H.; Qu, F.; Li, K.; Chang, H.; Yu, H.; Li, G. Combined influence by humic acid (HA) and powdered activated carbon (PAC) particles on ultrafiltration membrane fouling. J. Membr. Sci. 2016, 500, 99–105. [Google Scholar] [CrossRef]
- Howe, K.J.; Clark, M.M. Fouling of Microfiltration and Ultrafiltration Membranes by Natural Waters. Environ. Sci. Technol. 2002, 36, 3571–3576. [Google Scholar] [CrossRef]
- Izadpanah, A.A.; Javidnia, A. The Ability of a Nanofiltration Membrane to Remove Hardness and Ions from Diluted Seawater. Water 2012, 4, 283–294. [Google Scholar] [CrossRef]
- Chen, J.C.; Li, Q.; Elimelech, M. In situ monitoring techniques for concentration polarization and fouling phenomena in membrane filtration. Adv. Colloid Interface Sci. 2004, 107, 83–108. [Google Scholar] [CrossRef] [PubMed]
- Zaidi, S.K.; Kumar, A. Experimental studies in the dead-end ultrafiltration of dextran: Analysis of concentration polarization. Sep. Purif. Technol. 2004, 36, 115–130. [Google Scholar] [CrossRef]
- Maruf, S.H.; Greenberg, A.R.; Pellegrino, J.; Ding, Y. Critical flux of surface-patterned ultrafiltration membranes during cross-flow filtration of colloidal particles. J. Membr. Sci. 2014, 471, 65–71. [Google Scholar] [CrossRef]
- Masse, L.; Mondor, M.; Talbot, G.; Deschênes, L.; Drolet, H.; Gagnon, N.; St-Germain, F.; Puig-Bargués, J. Fouling of Reverse Osmosis Membranes Processing Swine Wastewater Pretreated by Mechanical Separation and Aerobic Biofiltration. Sep. Sci. Technol. 2014, 49, 1298–1308. [Google Scholar] [CrossRef]
- Yuan, Y.; Kilduff, J.E. Effect of colloids on salt transport in crossflow nanofiltration. J. Membr. Sci. 2010, 346, 240–249. [Google Scholar] [CrossRef]
- Camilleri-Rumbau, M.S.; Soler-Cabezas, J.L.; Christensen, K.V.; Norddahl, B.; Mendoza-Roca, J.A.; Vincent-Vela, M.C. Application of aquaporin-based forward osmosis membranes for processing of digestate liquid fractions. Chem. Eng. J. 2019, 371, 583–592. [Google Scholar] [CrossRef]
- Ang, W.; Elimelech, M. Protein (BSA) fouling of reverse osmosis membranes: Implications for wastewater reclamation. J. Membr. Sci. 2007, 296, 83–92. [Google Scholar] [CrossRef]
- Hong, S.; Elimelech, M. Chemical and physical aspects of natural organic matter (NOM) fouling of nanofiltration membranes. J. Membr. Sci. 1997, 132, 159–181. [Google Scholar] [CrossRef]
- Goosen, M.F.A.; Sablani, S.S.; Roque-Malherbe, R. Membrane fouling: Recent strategies and methodologies for its minimization. In Handbook of Membrane Separations: Chemical, Pharmaceuticals, Food and Biotechnological Applications; CRC Press: Boca Raton, FL, USA; Taylor and Francis: Boca Raton, FL, USA, 2008; pp. 325–341. [Google Scholar]
- Miller, D.J.; Araújo, P.A.; Correia, P.B.; Ramsey, M.M.; Kruithof, J.C.; van Loosdrecht, M.C.M.; Freeman, B.D.; Paul, D.R.; Whiteley, M.; Vrouwenvelder, J.S. Short-term adhesion and long-term biofouling testing of polydopamine and poly (ethylene glycol) surface modifications of membranes and feed spacers for biofouling control. Water Res. 2012, 46, 3737–3753. [Google Scholar] [CrossRef]
- Alhadidi, A.; Kemperman, A.J.B.; Blankert, B.; Schippers, J.C.; Wessling, M.; van der Meer, W.G.J. Silt Density Index and Modified Fouling Index relation, and effect of pressure, temperature and membrane resistance. Desalination 2011, 273, 48–56. [Google Scholar] [CrossRef]
- Macášek, F.; Navratil, J.D. Separations Chemistry: Revised and Expanded Edition; Xlibris Corporation: Bloomington, IN, USA, 2016. [Google Scholar]
- Ao, L.; Liu, W.; Zhang, M.; Wang, X. Analysis of effect of particles on cake layer compressibility during ultrafiltration of upflow biological activated carbon effluent. Sci. Total Environ. 2018, 619–620, 232–238. [Google Scholar] [CrossRef] [PubMed]
- Tarleton, E.; Willmer, S. The Effects of Scale and Process Parameters in Cake Filtration. Chem. Eng. Res. Des. 1997, 75, 497–507. [Google Scholar] [CrossRef]
- Qu, F.; Wang, H.; He, J.; Fan, G.; Pan, Z.; Tian, J.; Rong, H.; Li, G.; Yu, H. Tertiary treatment of secondary effluent using ultrafiltration for wastewater reuse: Correlating membrane fouling with rejection of effluent organic matter and hydrophobic pharmaceuticals. Environ. Sci. Water Res. Technol. 2019, 5, 672–683. [Google Scholar] [CrossRef]
- Eiji, I.; Katagiri, N. Research and Development Activity on Filtration and Separation in Japan—Milestones and State of the Art. Filtration 2015, 15, 153–161. [Google Scholar]
- Bourcier, D.; Féraud, J.P.; Colson, D.; Mandrick, K.; Ode, D.; Brackx, E.; Puel, F. Influence of particle size and shape properties on cake resistance and compressibility during pressure filtration. Chem. Eng. Sci. 2016, 144, 176–187. [Google Scholar] [CrossRef]
- Poorasgari, E.; Bugge, T.V.; Christensen, M.L.; Jørgensen, M.K. Compressibility of fouling layers in membrane bioreactors. J. Membr. Sci. 2015, 475, 65–70. [Google Scholar] [CrossRef]
- Shamsuddin, N.; Cao, C.; Starov, V.M.; Das, D.B. A comparative study between stirred dead end and circular flow in microfiltration of China clay suspensions. Water Supply 2015, 16, 481–492. [Google Scholar] [CrossRef]
- Aslam, M.; Lee, P.-H.; Kim, J. Analysis of membrane fouling with porous membrane filters by microbial suspensions for autotrophic nitrogen transformations. Sep. Purif. Technol. 2015, 146, 284–293. [Google Scholar] [CrossRef]
- Wang, F.; Tarabara, V. Pore blocking mechanisms during early stages of membrane fouling by colloids. J. Colloid Interface Sci. 2008, 328, 464–469. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Intersection Shape |  |
|---|---|
| Supplier | Koch Membrane Systems |
| Part number (KPN) | 0712510 |
| Molecular weight cut-off (Daltons) | 100,000 |
| Membrane chemistry | Polyvinylidene fluoride (PVDF) |
| Faceplate material | Acrylonitrile butadiene styrene (ABS) |
| Construction | 30 0.5inch diameter tubules in a PVC shell |
| Gasket | VITON® |
| Membrane type | HFM (neutral charge) |
| Membrane effective area (m2) | 4.2 |
| Continuous pH exposure range | 2.0–10.0 |
| Short term pH exposure range | 1.5–10.5 |
| Max. inlet pressure (bar @ 48 °C) | 6.2 |
| Max. operation temperature (°C @ 5.6 bar max.) | 50 |
| Max. permeate side back pressure (bar) | 0.2 |
| Min. outlet pressure (bar) | 0.3 |
| Max. feeding pressure drop (bar @ 48 °C) | 0.5 |
| Parameter | Digestate Mean ± SD | Unit |
|---|---|---|
| pH | 7.66 | - |
| Total solids | 4.37 ± 1.08 | g L−1 |
| Total suspended solids | 2.49 ± 0.29 | g L−1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, Y.; Russell, J.; Algahtani, G.S.M.; Oatley-Radcliffe, D.L. Valorising Nutrient-Rich Digestate as a Waste-Based Media for Microalgal Cultivation: Bench-Scale Filtration Characterisation and Scale-Up for a Commercial Recovery Process. Energies 2022, 15, 5976. https://doi.org/10.3390/en15165976
Xu Y, Russell J, Algahtani GSM, Oatley-Radcliffe DL. Valorising Nutrient-Rich Digestate as a Waste-Based Media for Microalgal Cultivation: Bench-Scale Filtration Characterisation and Scale-Up for a Commercial Recovery Process. Energies. 2022; 15(16):5976. https://doi.org/10.3390/en15165976
Chicago/Turabian StyleXu, Yilu, James Russell, Gahtan S. M. Algahtani, and Darren L. Oatley-Radcliffe. 2022. "Valorising Nutrient-Rich Digestate as a Waste-Based Media for Microalgal Cultivation: Bench-Scale Filtration Characterisation and Scale-Up for a Commercial Recovery Process" Energies 15, no. 16: 5976. https://doi.org/10.3390/en15165976