
Effect of Process Parameters and Build Orientation on Microstructure and Impact Energy of Electron Beam Powder Bed Fused Ti-6Al-4V

 , , ,
, , ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
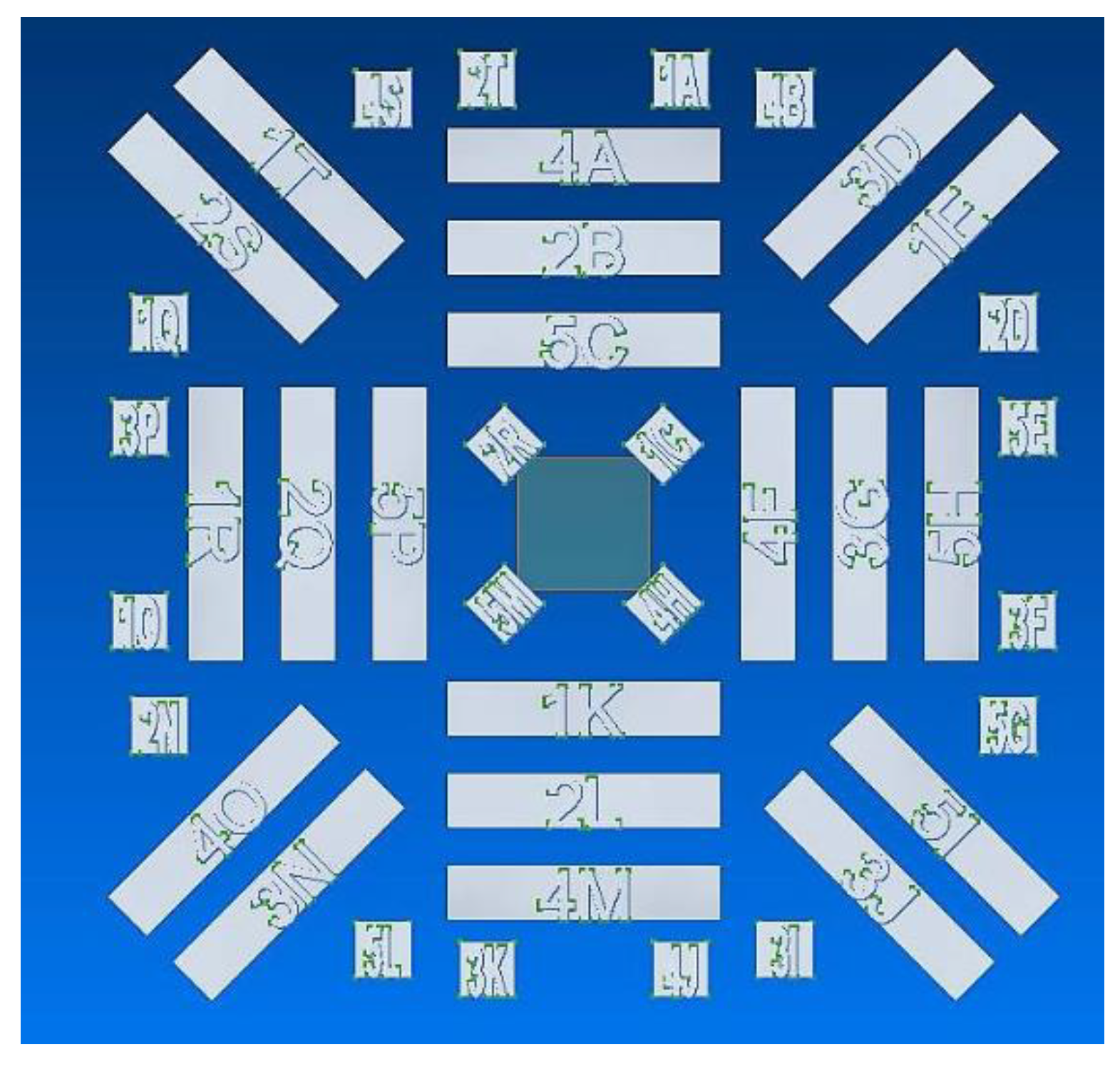
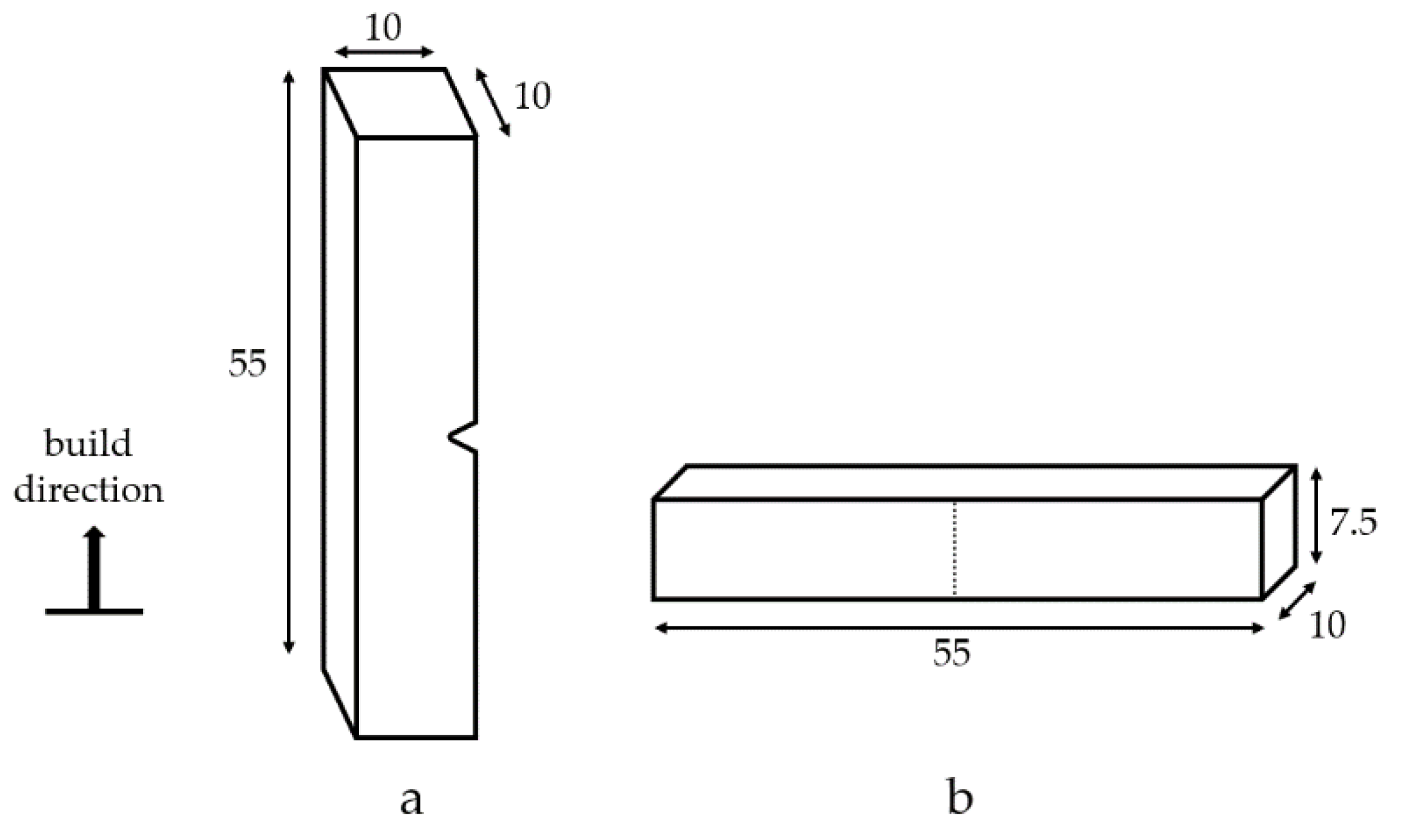
2.2. Experimental Methods
3. Results and Discussion
3.1. Mechanical Properties
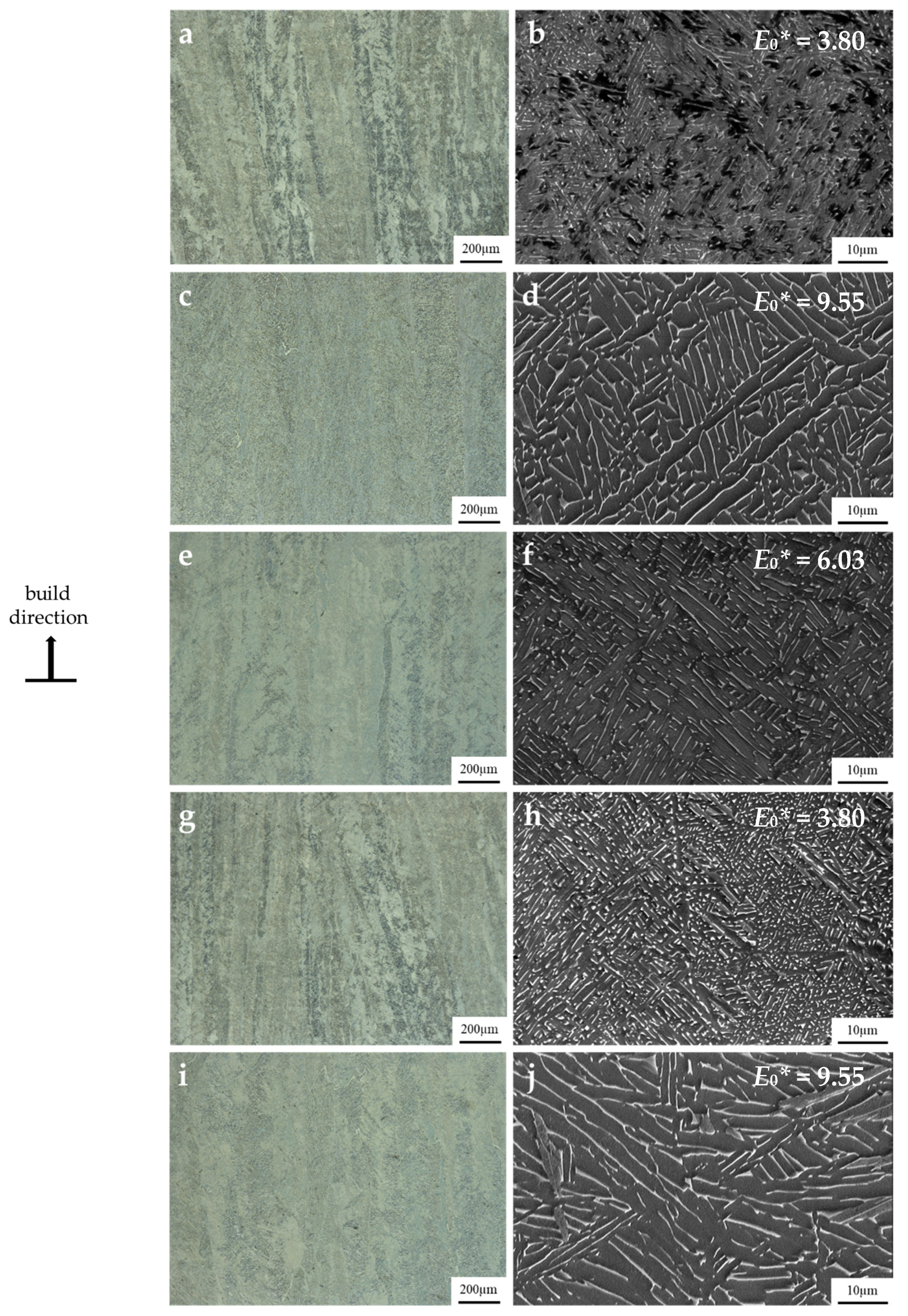
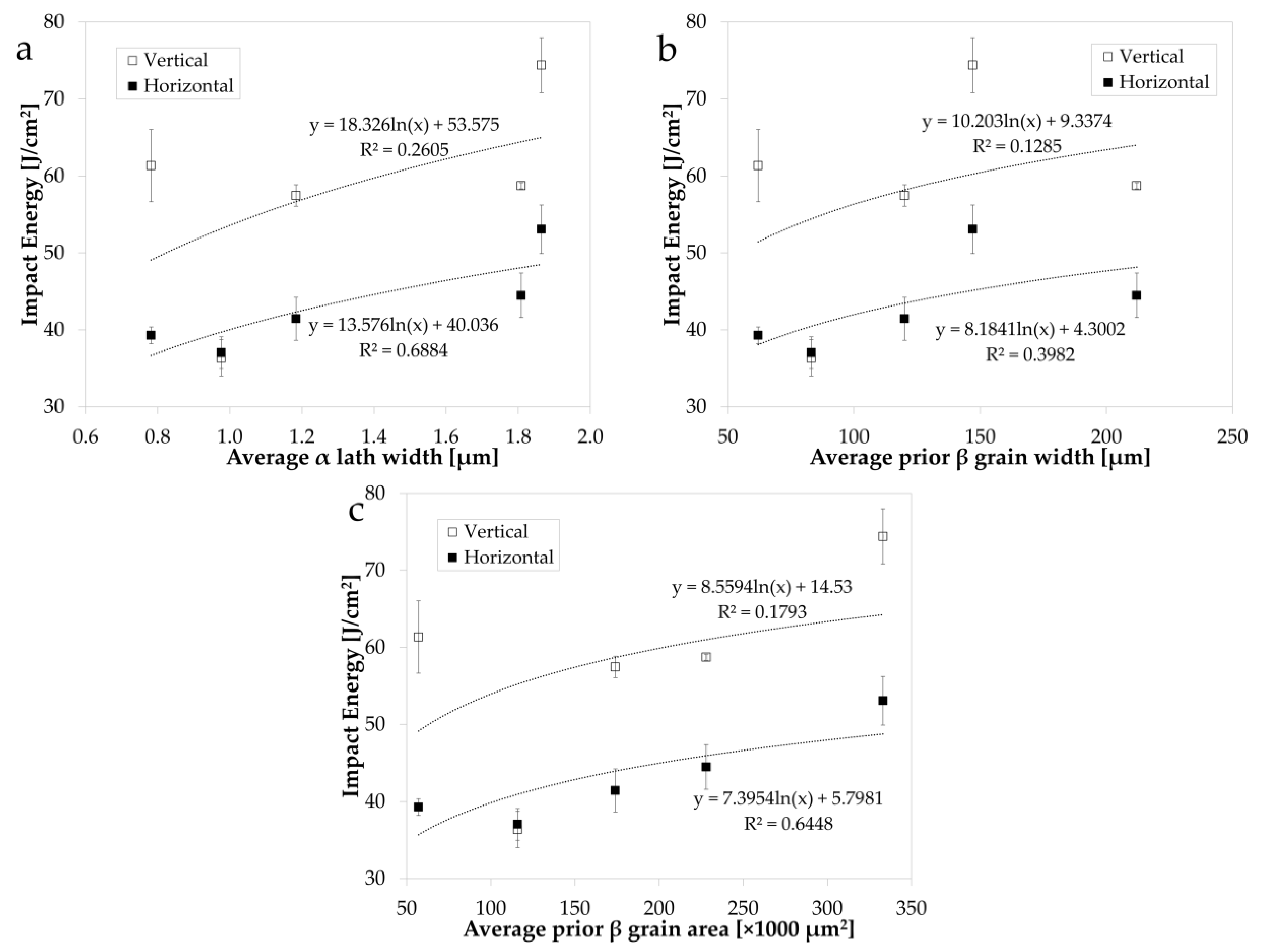
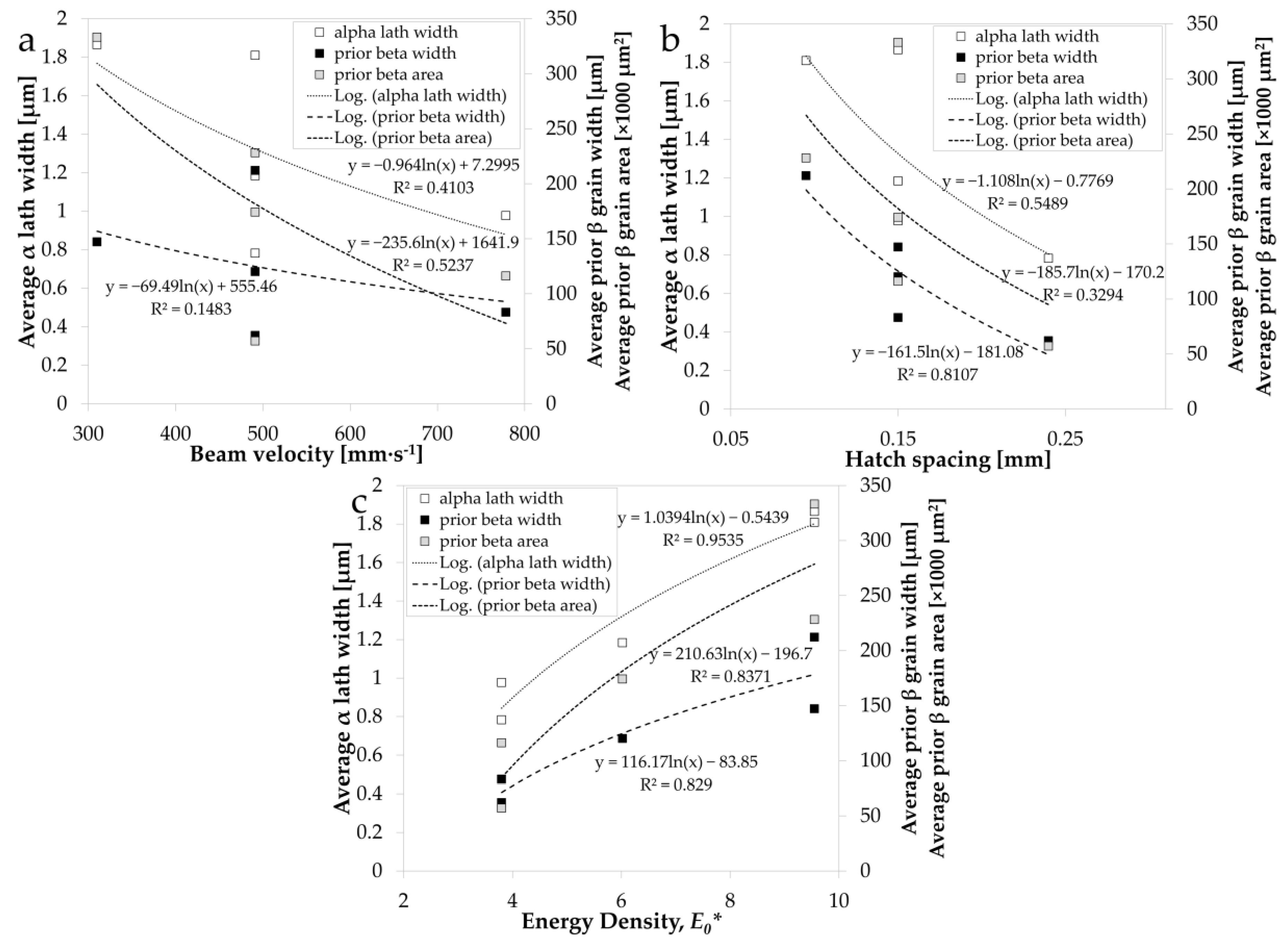
3.2. Microstructure
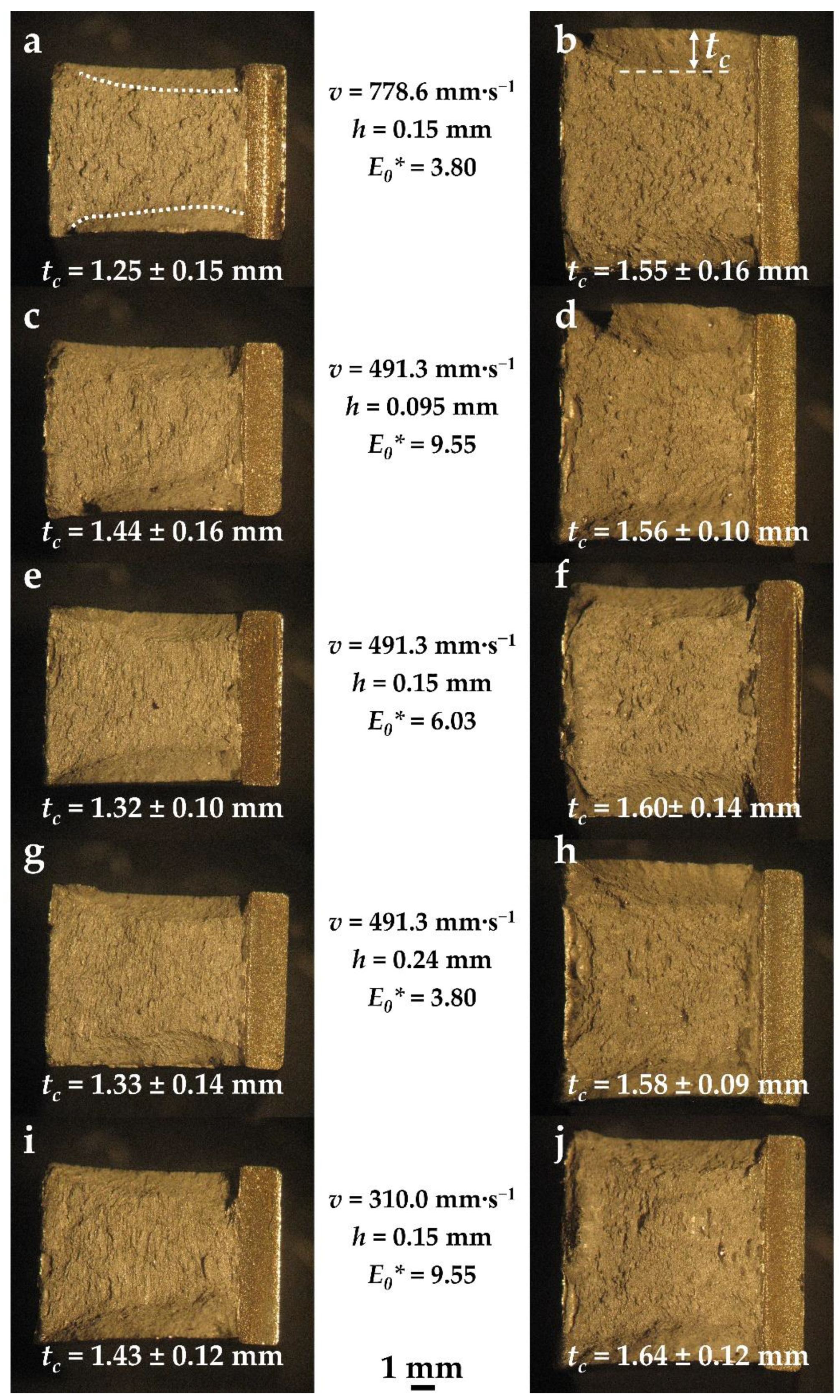
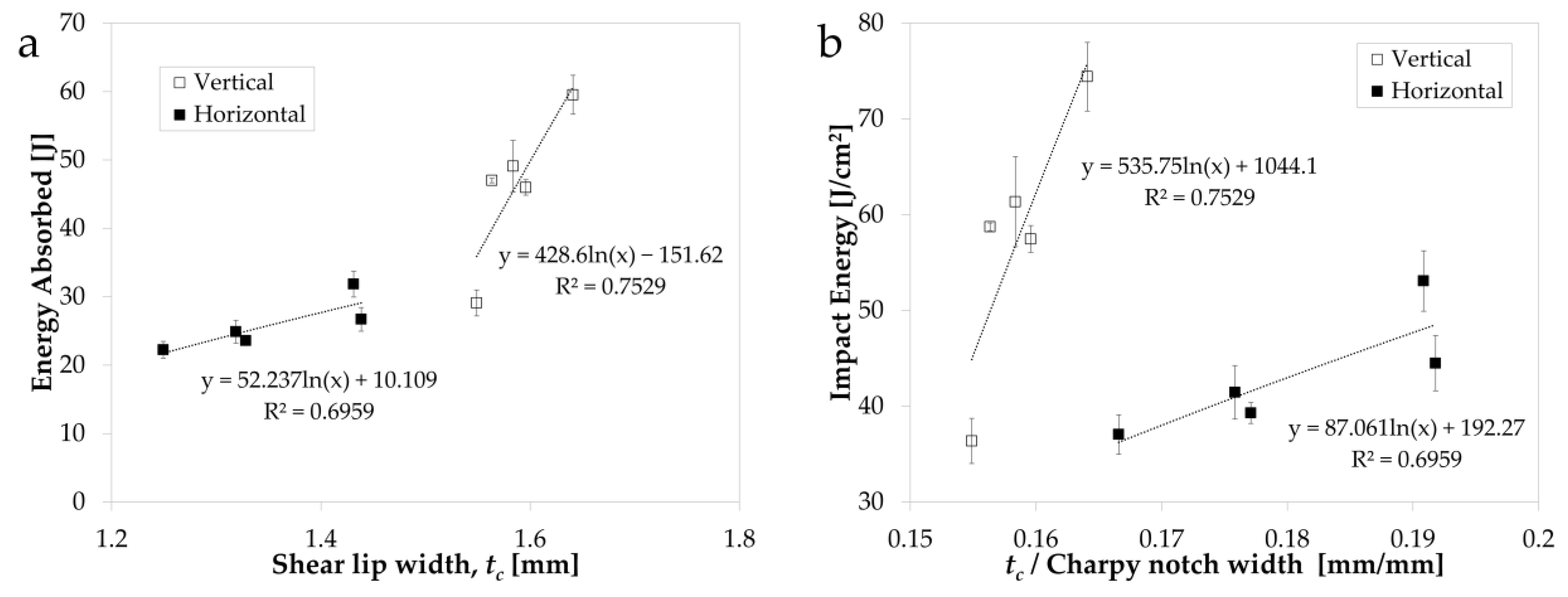
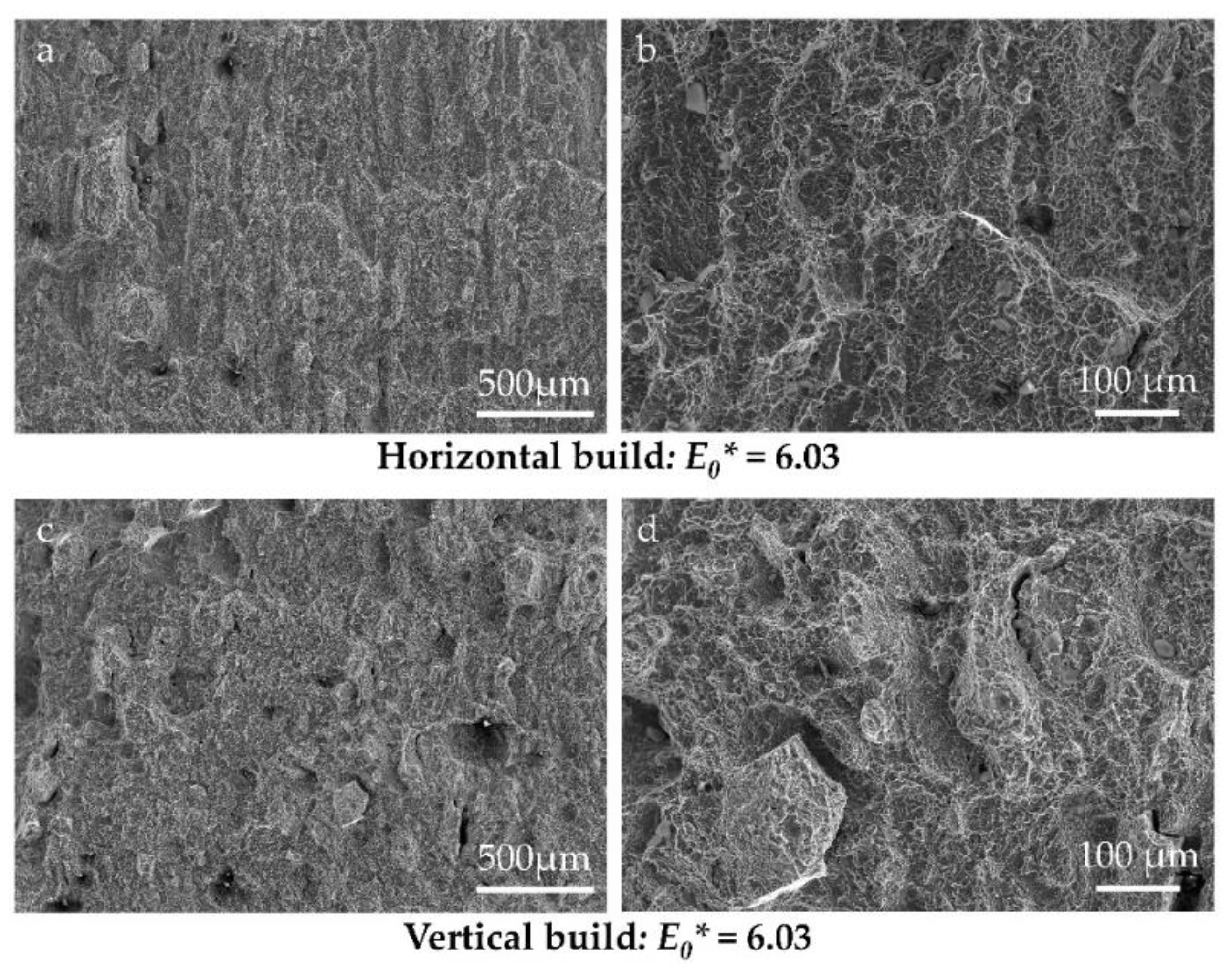
3.3. Fractography
4. Conclusions
- A series of five EBPBF Ti-6Al-4V process parameter sets were investigated in terms of their resulting microstructure and impact energy across the vertical and horizontal build orientations.
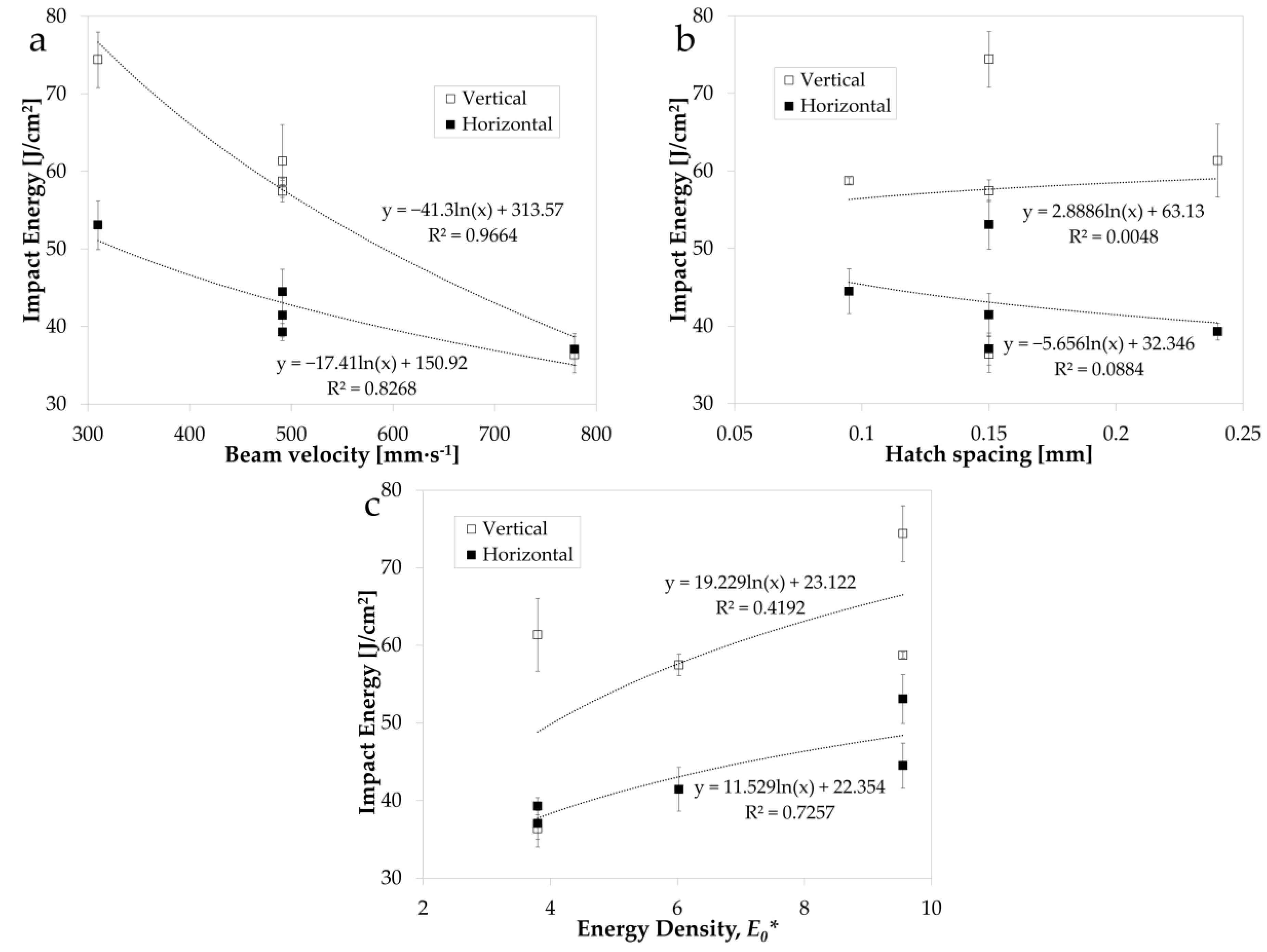
- Vertically oriented specimens revealed an average increase in impact energy of 34% compared to the horizontally oriented specimens when beam velocity was less than 500 mm∙s−1, attributed to the epitaxial grain structure and its alignment to the Charpy test crack plane.
- Beam velocity was the parameter shown to have the most significant influence on impact energy, which reduced by 69% and 36% for the vertical and horizontal oriented specimens, respectively, when beam velocity was increased from 310.0 to 778.6 mm∙s−1.
- Microstructural characteristics of α lath width, prior β grain width, and prior β grain area were determined and related to process parameters and impact energy.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- DebRoy, T.; Wei, H.; Zuback, J.; Mukherjee, T.; Elmer, J.; Milewski, J.; Beese, A.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Blakey-Milner, B.; Gradl, P.; Snedden, G.; Brooks, M.; Pitot, J.; Lopez, E.; Leary, M.; Berto, F.; du Plessis, A. Metal additive manufacturing in aerospace: A review. Mater. Des. 2021, 209, 110008. [Google Scholar] [CrossRef]
- Dorow-Gerspach, D.; Kirchner, A.; Loewenhoff, T.; Pintsuk, G.; Weißgärber, T.; Wirtz, M. Additive manufacturing of high density pure tungsten by electron beam melting. Nucl. Mater. Energy 2021, 28, 101046. [Google Scholar] [CrossRef]
- Al-Bermani, S.S.; Blackmore, M.L.; Zhang, W.; Todd, I. The origin of microstructural diversity, texture, and mechanical properties in electron beam melted Ti-6Al-4V. Met. Mater. Trans. A 2010, 41, 3422–3434. [Google Scholar] [CrossRef]
- Li, Y.; Liang, X.; Yu, Y.; Li, H.; Kan, W.; Lin, F. Microstructures and mechanical properties evolution of IN939 alloy during electron beam selective melting process. J. Alloys Compd. 2021, 883, 160934. [Google Scholar] [CrossRef]
- Liu, S.; Shin, Y.C. Additive manufacturing of Ti6Al4V alloy: A review. Mater. Des. 2018, 164, 107552. [Google Scholar] [CrossRef]
- Juechter, V.; Scharowsky, T.; Singer, R.; Körner, C. Processing window and evaporation phenomena for Ti–6Al–4V produced by selective electron beam melting. Acta Mater. 2014, 76, 252–258. [Google Scholar] [CrossRef] [Green Version]
- Tammas-Williams, S.; Zhao, H.; Léonard, F.; Derguti, F.; Todd, I.; Prangnell, P. XCT analysis of the influence of melt strategies on defect population in Ti–6Al–4V components manufactured by selective electron beam melting. Mater. Charact. 2015, 102, 47–61. [Google Scholar] [CrossRef]
- Kirchner, A.; Klöden, B.; Luft, J.; Weißgärber, T.; Kieback, B. Process window for electron beam melting of Ti-6Al-4V. Powder Met. 2015, 58, 246–249. [Google Scholar] [CrossRef]
- Morita, T.; Tsuda, C.; Nakano, T. Influences of scanning speed and short-time heat treatment on fundamental properties of Ti-6Al-4V alloy produced by EBM method. Mater. Sci. Eng. A 2017, 704, 246–251. [Google Scholar] [CrossRef]
- Soundarapandiyan, G.; Khan, R.; Johnston, C.; Chen, B.; Fitzpatrick, M. Effect of postprocessing thermal treatments on electron-beam powder bed–fused Ti6Al4V. Mater. Des. Process. Commun. 2020, 3, e168. [Google Scholar] [CrossRef] [Green Version]
- Xu, W.; Lui, E.; Pateras, A.; Qian, M.; Brandt, M. In situ tailoring microstructure in additively manufactured Ti-6Al-4V for superior mechanical performance. Acta Mater. 2017, 125, 390–400. [Google Scholar] [CrossRef]
- Bruno, J.; Rochman, A.; Cassar, G. Effect of build orientation of electron beam melting on microstructure and mechanical properties of Ti-6Al-4V. J. Mater. Eng. Perform. 2017, 26, 692–703. [Google Scholar] [CrossRef]
- Galarraga, H.; Warren, R.; Lados, D.; Dehoff, R.R.; Kirka, M.M.; Nandwana, P. Effects of heat treatments on microstructure and properties of Ti-6Al-4V ELI alloy fabricated by electron beam melting (EBM). Mater. Sci. Eng. A 2017, 685, 417–428. [Google Scholar] [CrossRef] [Green Version]
- Shui, X.; Yamanaka, K.; Mori, M.; Nagata, Y.; Kurita, K.; Chiba, A. Effects of post-processing on cyclic fatigue response of a titanium alloy additively manufactured by electron beam melting. Mater. Sci. Eng. A 2017, 680, 239–248. [Google Scholar] [CrossRef]
- Hrabe, N.; White, R.; Lucon, E. Effects of internal porosity and crystallographic texture on Charpy absorbed energy of electron beam melting titanium alloy (Ti-6Al-4V). Mater. Sci. Eng. A 2018, 742, 269–277. [Google Scholar] [CrossRef]
- Grell, W.; Solis-Ramos, E.; Clark, E.; Lucon, E.; Garboczi, E.; Predecki, P.; Loftus, Z.; Kumosa, M. Effect of powder oxidation on the impact toughness of electron beam melting Ti-6Al-4V. Addit. Manuf. 2017, 17, 123–134. [Google Scholar] [CrossRef]
- Thomas, M.; Baxter, G.J.; Todd, I. Normalised model-based processing diagrams for additive layer manufacture of engineering alloys. Acta Mater. 2016, 108, 26–35. [Google Scholar] [CrossRef] [Green Version]
- ASTM E 23-12c. Standard Test Methods for Notched Bar Impact Testing of Metallic Materials; ASTM: West Conshohocken, PA, USA, 2012; pp. 1–25. [Google Scholar] [CrossRef]
- Benzerga, A.; Tvergaard, V.; Needleman, A. Size effects in the charpy V-Notch test. Int. J. Fract. 2002, 116, 275–296. [Google Scholar] [CrossRef]
- Wallin, K.; Karjalainen-Roikonen, P.; Suikkanen, P. Sub-sized CVN specimen conversion methodology. Procedia Struct. Integr. 2016, 2, 3735–3742. [Google Scholar] [CrossRef] [Green Version]
- Panin, A.V.; Kazachenok, M.S.; Panin, S.V.; Berto, F. Scale levels of quasi-static and dynamic fracture behavior of Ti-6Al-4V parts built by various additive manufacturing methods. Theor. Appl. Fract. Mech. 2020, 110, 102781. [Google Scholar] [CrossRef]
- Safdar, A.; Wei, L.-Y.; Snis, A.; Lai, Z. Evaluation of microstructural development in electron beam melted Ti-6Al-4V. Mater. Charact. 2012, 65, 8–15. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter Set | q | v | h | l | E0* |
|---|---|---|---|---|---|
| (W) | (mm∙s−1) | (mm) | (mm) | (J∙mm−2) | |
| 1 | 300 | 778.6 | 0.15 | 0.07 | 3.80 |
| 2 | 300 | 491.3 | 0.095 | 0.07 | 9.55 |
| 3 | 300 | 491.3 | 0.15 | 0.07 | 6.03 |
| 4 | 300 | 491.3 | 0.24 | 0.07 | 3.80 |
| 5 | 300 | 310.0 | 0.15 | 0.07 | 9.55 |
| Build Orientation | Parameter Set | Energy Absorbed | SD | Impact Energy | SD |
|---|---|---|---|---|---|
| (J) | (J∙cm−2) | ||||
| Vertical EBPBF | 1 | 29.1 | 1.9 | 36.4 | 2.4 |
| 2 * | 47.0 | 0.3 | 58.7 | 0.4 | |
| 3 | 46.0 | 1.1 | 57.5 | 1.4 | |
| 4 | 49.1 | 3.8 | 61.3 | 4.7 | |
| 5 | 59.5 | 2.9 | 74.4 | 3.6 | |
| Horizontal EBPBF | 1 | 22.2 | 1.2 | 37.0 | 2.1 |
| 2 | 26.7 | 1.7 | 44.5 | 2.9 | |
| 3 | 24.9 | 1.7 | 41.4 | 2.8 | |
| 4 | 23.6 | 0.7 | 39.3 | 1.1 | |
| 5 | 31.8 | 1.9 | 53.1 | 3.2 | |
| Cast ** | 34.1 | 3.8 | 42.7 | 4.8 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jeffs, S.; Lancaster, R.; Davies, G.; Hole, W.; Roberts, B.; Stapleton, D.; Thomas, M.; Todd, I.; Baxter, G. Effect of Process Parameters and Build Orientation on Microstructure and Impact Energy of Electron Beam Powder Bed Fused Ti-6Al-4V. Materials 2021, 14, 5376. https://doi.org/10.3390/ma14185376
Jeffs S, Lancaster R, Davies G, Hole W, Roberts B, Stapleton D, Thomas M, Todd I, Baxter G. Effect of Process Parameters and Build Orientation on Microstructure and Impact Energy of Electron Beam Powder Bed Fused Ti-6Al-4V. Materials. 2021; 14(18):5376. https://doi.org/10.3390/ma14185376
Chicago/Turabian StyleJeffs, Spencer, Robert Lancaster, Gareth Davies, William Hole, Brenna Roberts, David Stapleton, Meurig Thomas, Iain Todd, and Gavin Baxter. 2021. "Effect of Process Parameters and Build Orientation on Microstructure and Impact Energy of Electron Beam Powder Bed Fused Ti-6Al-4V" Materials 14, no. 18: 5376. https://doi.org/10.3390/ma14185376